
دستگاه تولید الیاف کوتاه پلی استر
تولید محصولات
دستگاه تولید الیاف کوتاه پلی استر | تامین تجهیزات کامل تولید الیاف پلی استر | خدمات یکپارچه از اکتشاف تا نصب
در شانگهای پسیفیک، ما به عنوان یکی از پیشرویان در صنعت تولید الیاف پلی استر با تجهیزات کامل فعالیت میکنیم. تعهد ما به پروژههای کلیدی شما از طراحی محصول تا اجرای نهایی آن، از تمامی مراحل تولید تا سرویس نصب را به دنبال دارد.
خدمات ما شامل:
تامین تجهیزات کامل:
ما میتوانیم به شما تجهیزات کامل تولید الیاف پلی استر از جمله خشککنها، بشکه/کنهای جمعآوری الیاف، کریلها، برش و پرس عدل بندی را ارائه دهیم. تجهیزات ما با کیفیت عالی و دقت بالا برای بهینهسازی فرآیند تولید شما طراحی شدهاند.
پشتیبانی تخصصی:
تیم متخصص ما همیشه در دسترس است تا به شما در انتخاب و استفاده بهینه از تجهیزات کمک کند. ما از طراحی تا نصب و راهاندازی پروژههای شما را همراهی میکنیم.
کنترل کیفیت:
تضمین کیفیت و عملکرد بهترین تجهیزات برای شما از اهمیت برجستهای برخوردار است. ما فرآیند کنترل پردازش را به دقت نظارت میکنیم تا مطمئن شویم که محصولات شما با کیفیت عالی تولید میشوند.
با تیم ما در شانگهای پسیفیک، تجربهای را تجربه کنید که به عنوان یکی از بهترین انتخابها برای تأمین تجهیزات تولید الیاف پلی استر شناخته میشود. با ما تماس بگیرید تا در راهاندازی و بهبود فرآیند تولید خود به شما کمک کنیم.
دنیرهای الیاف
دنیرهای ممکن تولید الیاف از ۰/۸دنیر تا ۱/۵دنیر جنس کتان با مقاومت بالا، بین ۲ تا ۲۰ دنیر توپر معمولی و بین ۶ تا ۱۵دنیر هالو تو خالی.
ظرفیت خطوط تولید
ظرفیت ممکن خط ۱۵ تن/روز – ۲۵ تن/روز – ۵۰ تن/روز – ۷۰ تن/روز – ۱۰۰ تن/روز – ۱۵۰ تن/روز – ۲۰۰ تن/روز بر حسب نیاز کاربر.
دستگاه تولید الیاف کوتاه پلی استر
خط ذوب ریسی:
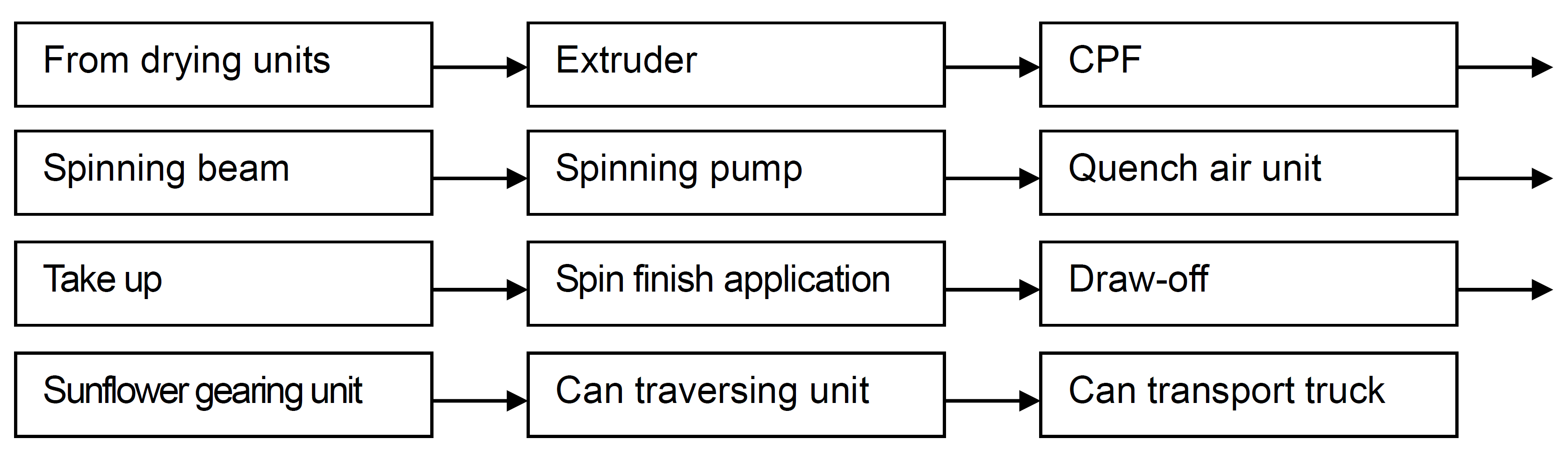

دستگاه خشک کن و کریستالایزر
خط ذوب ریسی از واحد خشک کن و کریستالایزر شروع میشود که در آن مواد اولیه مانند چیپس پلی استر یا پرک پت طی پروسه ای رطوبتش گرفته، خشک و در نهایت کریستاله می شود.
اکسترودر
پس از خشک شدن مواد اولیه در شرایط خلاء به دستگاه اکسترودر انتقال و در حرارت لازم که در چند منطقه حرارتی مشخص گردیده است نرم می گردند.
فیلتراسون و اسپین بیم
و بعد از عبور از سیستم فیلتراسیون به بخش اسپین بیم منتقل می شود تا توسط پمپ ها و حرارت یکسانی که در آن ایجاد میگردد تبدیل به یک پلیمر همگن شود.
کوئنچ، درآف وال، محل بشکه ها
سپس پلیمرهمگن از قسمت اسپینرت ها خارج و پس از عبور از کوئنچ هوا، سرد و جامد می گردد. فیلامنت جامد توسط دستگاه “درآف وال” روغن فینیش می خورد و به سمت بشکه ها کشیده شده و با نظم خاص در داخل بشکه انبار می شود.
خط کشش:
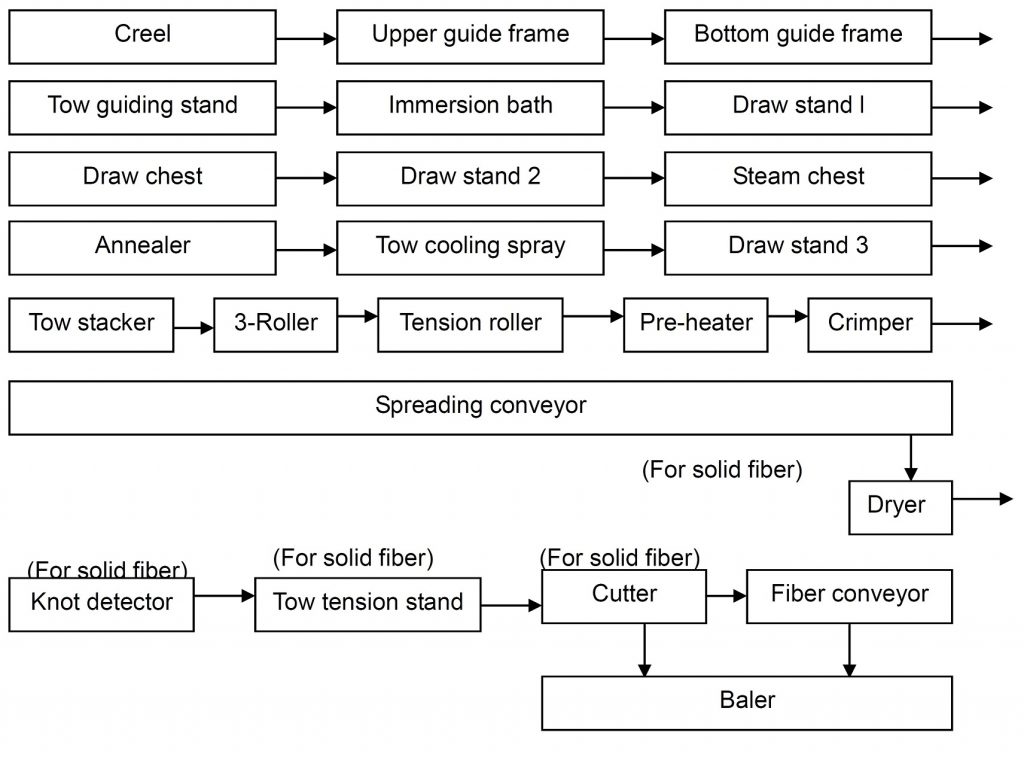

کل محدوده شامل این مراحل می باشد: پایه و قلاب های رشته های الیاف، کشش، خواباندن، فرزن، برش ، عدل بند و غیره .
پایه و قلاب های رشته های الیاف
پایه و قلاب رشته الیاف می تواند با 4 ردیف شبکه قرار داده شود که 2 ردیف از آنها درحال مصرف می باشد و 2 ردیف دیگر درحال آماده سازی است. کشش دسته های الیاف می تواند تنظیم شود.
سیستم کنترل کننده کیفیت الیاف وجود دارد که رشته های الیاف گره دار و پایانی را کنترل می کند.
تقسیم رشته های الیاف
رشته های الیاف از پایه و قلاب های آن به 3 دسته جهت کشش تقسیم می شوند. رشته های الیاف پس از پایه و قلاب ها ابتدا از واحد اندازه گیری پیش تغذیه جهت گسترش آنها حتی با طول و ضخامت مشخص می گذرد.
سپس وارد حمام پیش تغذیه و واحد کشش می شود.این محدوده توسط 2 مرحله کشش تنظیم شده است .
اولین مرحله کشش دستگاه تولید الیاف کوتاه پلی استر
این مرحله مابین واحد اندازه گیری کشش I و II هدایت می شود.حرارت بوسیله حمام شستشو که درجه حرارت آن حدودا 70 درجه سانتی گراد می باشد به رشته الیاف انتقال پیدا می کند.
دومین مرحله کشش دستگاه تولید الیاف کوتاه پلی استر
این مرحله مابین واحد اندازه گیری کشش II و گرم کن هدایت می شود.
رشته های الیاف به طور مستقیم توسط بخار 0.30Mpa اشباع شده از دستگاه بخار کشش گرم می شود.
ماشین انیلر
رشته های الیاف بعد از کشش به گرم کن (انیلر) با حرارت تنظیم شده بین 195~165 درجه سانتی گراد فرستاده می شوند تا الیاف را تنظیم کرده و عملکرد ماشین الیاف را ارتقاء دهند. سپس به سمت واحد کشش شماره 3 رفته و مجددا خنک می گردد.
ماشین دسته کننده الیاف
رشته الیاف پس از خنک شدن به ماشین دسته کننده الیاف رفته و هر 3 دسته الیاف به یک دسته الیاف تبدیل می گردد که در آن غلتک ها زاویه شیب دار مورد نیاز برای پروسه دسته کردن الیاف را برآورده می نمایند.
دستگاه فرزن یا کریمپر
پهنای رشته الیاف و کیفیت دسته های به هم چسبیده برای فرزن بسیار مهم می باشد.رشته الیاف پس از دسته شدن به داخل فرزن انتقال یا فته که البته ابتدا وارد جعبه بخار پیش فرزن می گردد.
سیستم خواباندن رشته الیاف
رشته الیاف پس از فر خوردن توسط سیستم خواباندن رشته الیاف به داخل خشک کن هدایت می شود.
واحد اسپری روغن سیلیکون
در صورت نیاز به روغن سیلیکون قبل از هدایت به دستگاه خشک کن توسط واحد اسپری به رشته الیاف روغن زده می شود.
دستگاه خشک کن و برش
پس از خشک شدن رشته های الیاف توسط دستگاه برش به قطعات مورد نیاز بریده شده و به دستگاه عدل بند هدایت میگردند.
عدل بند
دستگاه عدل بند براساس وزن مورد نیاز الیاف کوتاه را از طریق جعبه اندازه گیری هیدرولیکی فشرده نموده و آنرا بسته بندی می نماید.